
Le réglage de l’axe Z est une étape cruciale dans le processus d’usinage sur une CNC. Pour garantir que votre fraise ou outil de coupe soit à la bonne hauteur, il est essentiel d’avoir une méthode précise pour détecter la position de l’axe Z. Une sonde de réglage d’axe Z est l’outil idéal pour cela. Dans cet article, nous allons vous guider étape par étape sur la manière de brancher et de configurer une sonde de réglage Z sur une machine CNC utilisant un Arduino avec GRBL.
Le logiciel utilisé dans cet article est UGS (Universal Gcode Sender)
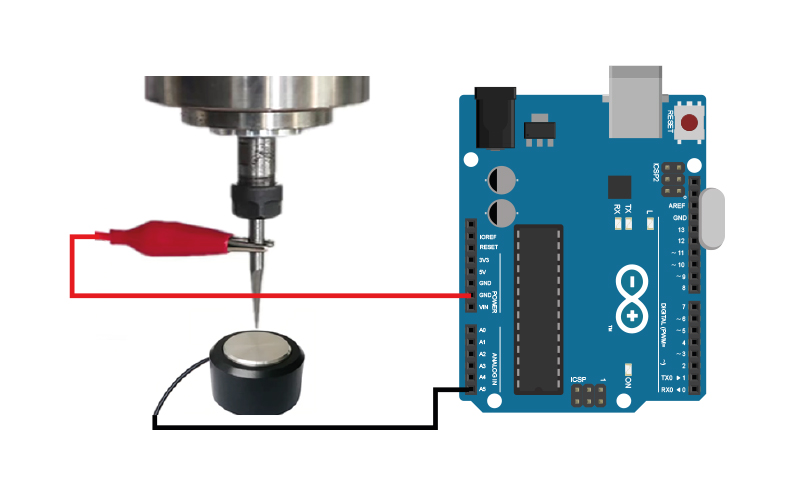
Connectez votre probe à votre Arduino
Pour commencer, connectez le câble de votre pince crocodile au GND et votre sonde (probe) »réceptrice » au A5 de votre Arduino
Configurer Universal Gcode Sender pour utiliser votre probe
Dans UGS allez dans Window > Plugins > Probe Module
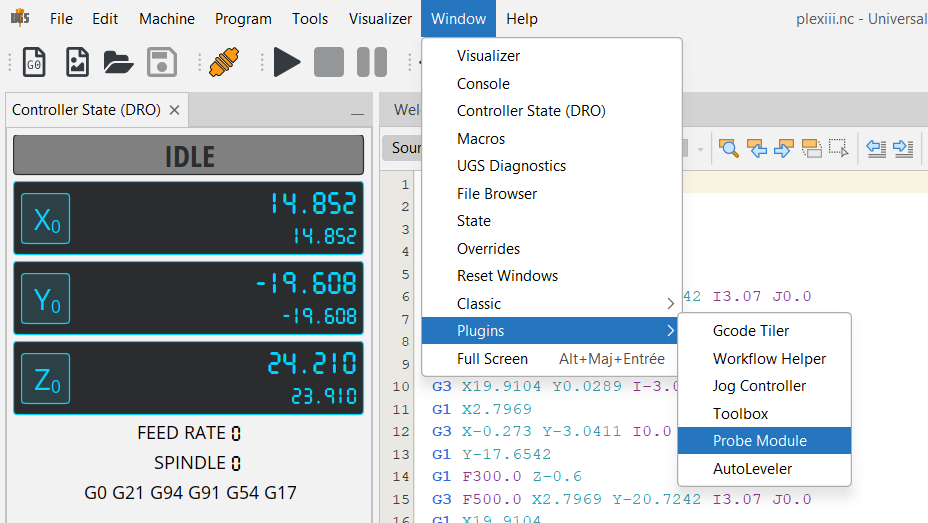
Faites quelques réglages dans l’onglet qui s’ouvre en bas de votre logiciel
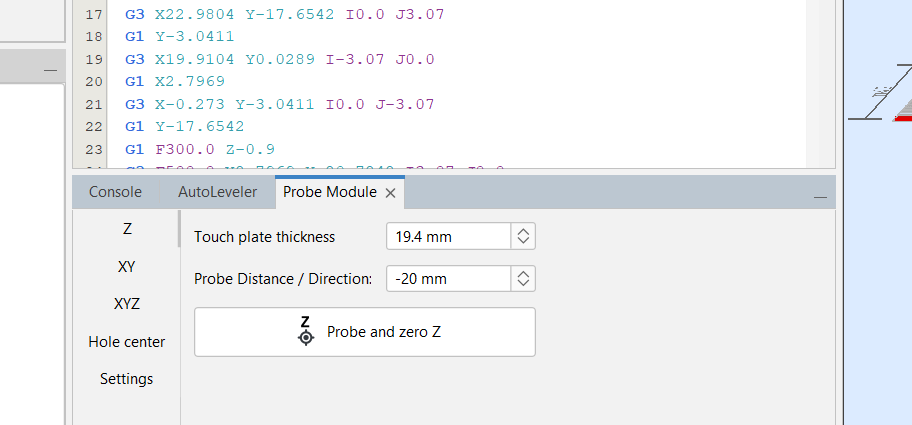
Touch plate thickness correspond à la hauteur de votre sonde. Dans mon cas 19.5 (que j’ai corrigé à 19.4 après mesure avec mon pied à coulisse)
Probe Distance / Direction est la hauteur de plongée maximum de votre Axe Z avant qu’il ne touche votre sonde. Utilisez un chiffre négatif pour la plongée.

Placez ensuite votre sonde sous votre outil et accrocher la pince crocodile à votre outil (mèche).

Cliquez ensuite sur le bouton « Probe and zero »
Si tout s’est bien passé vous devriez voir votre outil descendre palper une première fois la pièce et le faire une seconde fois plus lentement pour plus de précisions.
Information supplémentaire:
Je place le probe sur ma pièce et non sur le plateau de ma cnc afin que soit bien pris en compte comme position 0 le haut de la pièce a usiner.
N’oubliez pas de retirer votre sonde d’autoleveling avant de lancer votre usinage.
Si vous cliquez sur « Toolbox > Return to zero »
Votre outil devrait se positionner affleurant parfaitement votre pièce a usiner.





0 commentaires